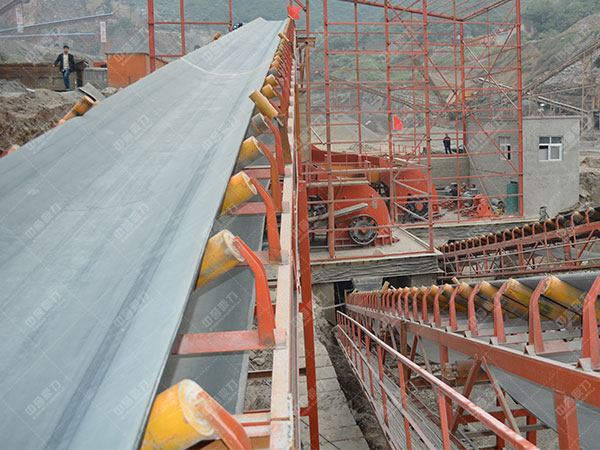
ɰʯ����ݔ��Ƥ����β��ß����B�������
����(j��)“���m(x��)ɰʯ����ݔ��Ƥ�����b�(xi��ng)Ŀ�_(k��i)�����(y��n)��”��GB 50270-1998����Ҫ���Ҏ(gu��)������(du��)���\(y��n)ݔ�C(j��)���z�����x�����㕽ӕr(sh��)������(y��ng)��������Ҫ��
1.��(y��ng)�����^��λ���w�S�Ӻ��z�Ӱ�Ҏ(gu��)������ʽ�ͳߴ����гɌ�(du��)�Q���A����������ɸ���(j��)�����ͼӟ�������ʽ�ʸ���c�z���L(zh��ng)�ȷ����ഹֱ�ľ���������(y��ng)Ϳ���z�{ʹ��ճ��������Ȼ��ʹ��Һ�����ݽzʩ��1.5-2.5 MPa�ĉ�������������(y��ng)��늻������ӟᵽ144.7��±21��ض��±��أ�ͨ�^(gu��)����(y��ng)ʹ���z׃�������z�������������ܑ�(y��ng)����Ƥ���\(y��n)ݔ�C(j��)���w�������ܵ�85% -90%����
2.ճ�ӎ����õ��z�{��(y��ng)�֞�ϡ�{�ͳ�{�ɷN���ϡ�{��(y��ng)��1�����z������6�����̓�(n��i)�ܽ�ɵ�ϡ�����z�{����{ԭ�ϑ�(y��ng)�cϡ�{��ͬ�������������͵Ĕ�(sh��)Ŀ��(y��ng)�Ğ�3�ݣ����^�r(sh��)�ȑ�(y��ng)Ϳһ��ϡ�{�������ɺ�������Ϳ��{��������^̎���w�z���䷽��(y��ng)�c���w���w�z��ͬ���
3.���ؕr(sh��)�g�˷�������Ҫ��
��1����(d��ng)�\(y��n)ݔ�C(j��)���С�ڻ����25���וr(sh��)�ɰ���ʽӋ(j��)�㣺��=1.4(14+0.7i+1.6A)����

��2����(d��ng)�\(y��n)ݔ�C(j��)������^(gu��)25���וr(sh��)����ɰ���ʽӋ(j��)�㣺��=1.4(17+0.7i+2A)��
��3������ʽ��ǰ��(y��ng)�M(j��n)��ԇ�(y��n)����������(y��ng)У���ضȺ͕r(sh��)�g�ɂ�(g��)�������
") �Nʽ����C(j��)
�Nʽ����C(j��)����ɰ�C(j��)") �p�D(zhu��n)����ɰ�C(j��)
�p�D(zhu��n)����ɰ�C(j��)") ���Sʽ����C(j��)
���Sʽ����C(j��)�o�ϙC(j��)") ���(d��ng)�o�ϙC(j��)
���(d��ng)�o�ϙC(j��)�Y") ���(d��ng)�Y
���(d��ng)�Y") ݆��ʽϴɰ�C(j��)
݆��ʽϴɰ�C(j��)��") ���m���O(sh��)��
���m���O(sh��)��



